What is shoulder screw?
Shoulder screws, also called as shoulder bolts & stripper bolts, are machine screws with an integral shoulder or journal between the head and thread.
Shoulder screws are used extensively in industries from aerospace to consumer products because of their versatility and unique attributes when installed.
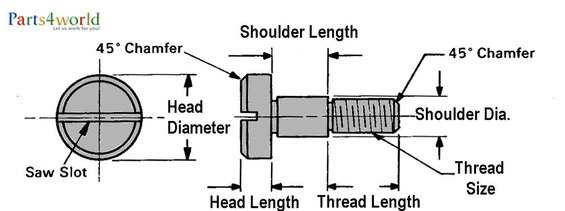
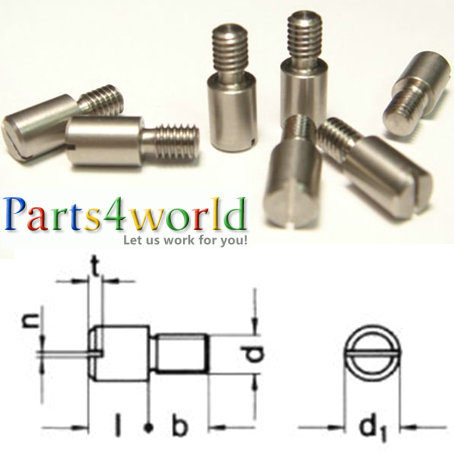
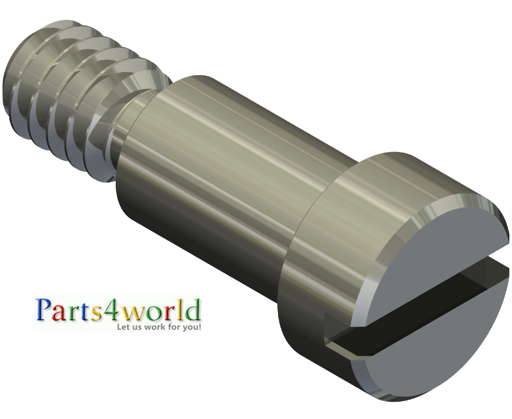
Shoulder screws have three main sections:
- Head – The head has the largest diameter
- Shoulder – the shoulder is described by its diameter and length
- Thread – and the thread has a major diameter slightly smaller than the shoulder diameter.
When the thread of the shoulder screw is fully installed, the unthreaded shoulder extends beyond the surface into which the thread embeds. The shoulders give the screws their versatility by acting as shafts or dowels for rotating items such as bearings and bushings, axles for rolling parts, guides for sliding elements, and pivot points or mounting pins.
Shoulder screws are often used in punch-and-die mechanisms or plastic-injection-mold sets. The screws act as linear slides to accurately align the die or mold halves as they open or close. In these applications, they are commonly known as stripper bolts.
What makes shoulder screws unique is the mechanical components the shoulders can accommodate. Bearings mounted on shoulders create simple cam followers. Pulleys, gears, and sprockets can rotate at moderate speeds on shoulders. Shoulder-mounted springs can preload components traveling axially along the length of the shoulder.
Specifying shoulder screws
Shoulder screws are specified by shoulder diameter and then by shoulder length. For example, an 8*3 mm shoulder screw has a shoulder diameter of 8mm and a 3mm long shoulder. This differs from machine screws, where the same specification yields a screw with a threaded section 8mm in diameter and 3mm long. The overall length of the shoulder screw includes the head height, the 3mm shoulder length and the thread length.
The screws come in a wide range of shoulder diameters and lengths in both inch and metric sizes. Many manufacturers offer custom or made-to-order shoulder screws.
Commercial-grade shoulder Screw
Commercial-grade shoulder screws in standard sizes — as specified by ASME B18.3 for inch sizes and ASME B18.3.3M for metric sizes — are available from most fastener and bearing distributors. Most are produced by a cold-heading method that is most economical in quantities on the order of tens of thousands. For that reason, nonstandard sizes can be cost prohibitive.
Precision-grade shoulder screws
While commercial-grade shoulder screws used to be the industry standard, they are now being replaced in many applications by precision-grade screws. These have tighter shoulder-diameter and shoulder-length tolerances than commercial-grade screws, making them ideal for use with ball bearings and other precision components. Precision-grade screws now come in shoulder diameters from 3/32 to ½ in. and lengths as short as 3/32 in.
A manufacturer of precision-grade shoulder screws can give engineers more flexibility when it comes to selecting shoulder screws. Engineers can choose the head type, shoulder length, thread length, and other variables that best fit their applications. Custom shoulder screws can be quickly and inexpensively produced by screw machines for small quantities or cold headers for large quantities.
Precision-grade shoulder screws don’t have a published standard, but experienced manufacturers can advise engineers on the dimensions and tolerances that will produce the best product.
Head
specs
Head type. Typical shoulder screws have modified fillister heads in
which the head diameter is approximately twice the head height. But unlike
standard fillister-style machine screws, shoulder screws have flat tops with 30
to 50° chamfers on the heads’ outer diameters that may be slightly rounded.
Truss heads and low-head fillisters are also available. External hex-head and square-head screws are sometimes made, too. These install with a wrench but have the advantage of an extremely shallow head height.
Some commercial-grade shoulder-screw heads also have an under-the-head chamfer or radius, an optional edge-break on the bottom of the head. Precision-grade shoulder screws usually do not have an under-the-head chamfer or radius.
Head diameter – The head diameter is the largest diameter of the screw, typically twice the head height and 30 to 50% larger than the shoulder diameter. Head-diameter tolerances run ±0.005 in. for inch screws and ±0.127 mm for metric sizes. For commercial-grade screws, manufacturers or users sometimes add a straight knurl on the head diameter.
Head height – Both commercial and precision-grade standard shoulder screws have head heights equal to half the head diameter and use the same tolerances as head diameter.
Special low-head shoulder screws have head heights just thick enough to accommodate a flat screwdriver slot or are made with external square or hex shapes. Phillips and hex-socket drives are not appropriate for low-head shoulder screws because the drive socket closely approaches the head undercut, creating a potential fracture point.
Head undercut – Also called shoulder-neck diameter, the head undercut is a decrease in the diameter of the shoulder just below the head that lets mating components mount flush against the head. Some shoulder screws have a full head radius — a smooth radius between the shoulder diameter and the bottom of the head in place of the undercut — but this can prevent a component mounted on the shoulder from seating or rotating properly.
The head undercut width is the maximum length of the undercut. It is included when measuring shoulder length.
Precision-grade shoulder screws don’t have standard head-undercut dimensions; most manufacturers keep head-undercut depth to 0.006 to 0.015 in. smaller than the shoulder diameter and head-undercut width to 0.025 in. for small screws and 0.042 in. or greater for large screws. Commercial-grade shoulder screws have standard undercut dimensions established in ASME B18.3 and ASME B18.3.3M.
Head-fillet radius. The high point of the radius of the fillet where the head undercut meets the head may not exceed the shoulder diameter. A related dimension is the fillet-transition diameter, the maximum diameter created by the head-fillet radius. Head-fillet radii are not generally used to specify precision-grade shoulder screws.
Drive types. Commercial-grade, alloy-steel shoulder screws come almost exclusively with hex-socket drives. These drives’ hexagon-shaped cavities accept a hex key for driving the screw into place. Standard hex-socket sizes are based on the shoulder diameter, and key engagement — the minimum amount the hex key engages in the socket cavity — is at least 75% of the hex-socket size.
Precision-grade shoulder screws are readily available with hex-socket drives and with slotted drives — the kind driven by a flat-head screwdriver. To a lesser degree, cross-recess or Phillips drives are also standard in this grade.
Users can special order Torx, star, tamperproof, square-head, and hex-head drives for both commercial and precision grades of shoulder screws.
Shoulder specs
Shoulder diameter. Standard commercial-grade shoulder screws come in diameters from ¼ to 2 in. and 6 to 24 mm. Precision-grade shoulder screws range from 3/32 to ½ in. and 6.5 to 12 mm in diameter. Any diameter can be made as a custom part.
Precision-grade shoulder diameters have a tolerance of 0.0005 to 0.0015 in. below the nominal size for inch-size screws and 0.013 to 0.038 mm below nominal for metric sizes. These tolerances accommodate a close but free fit with nominal-sized components such as bearings and pulleys.
Commercial grade screws have a larger tolerance range. They are 0.002 to 0.004 in. below nominal diameter for all inch-size screws. In metric sizes, tolerance scales with diameter: Shoulders 6.5 to 10 mm in diameter have tolerances 0.013 to 0.036 mm below nominal, shoulders 13 to 16 mm in diameter have tolerances 0.016 to 0.043 mm below nominal, and shoulders 20 to 25 mm in diameter have tolerances 0.020 to 0.052 mm below nominal.
Shoulder length. Shoulder screws come in a range of incremental shoulder lengths as measured from under the head to the bottom of the shoulder, including the head-undercut dimension.
Precision-grade shoulder lengths have tolerances 0.0005 to 0.0025 in. above the nominal length, and metric screws are 0.013 to 0.063 mm over nominal allowing for a free fit with nominal-sized mating components.
Commercial-grade shoulder screws can have shoulders ¼ to 10 in. or 6.5 to 120 mm long. Shoulder-length tolerances are ±0.005 in. or ±0.125 mm from nominal. This loose tolerance means a full-width component can bind on a shoulder at the short end of the allowable tolerance, so designers must exercise caution when sizing the mating component.
Thread specs
Threads – The major thread diameter of a shoulder screw must not exceed the shoulder diameter. Commercial-grade shoulder screws have UNC class 3A threads. So, a commercial-grade screw with a ¼-in.-diameter shoulder has #10-24 threads. Precision-grade shoulder screws have UNC class 2A threads as standard, so a ¼-in.-diameter shoulder gives rise to #10-32 threads. Precision-shoulder screws with class 3A threads are common custom-made parts.
Thread length – This dimension is the distance from under the shoulder to the end of the thread, including the thread undercut. Most shoulder bolts have relatively short thread lengths but can be produced to any required dimension. As in machine screws, thread lengths are always held to a tolerance below the nominal length. However, tolerances vary slightly among manufacturers.
Thread neck – The thread neck is the region between the shoulder and the thread. This undercut is necessary for manufacturing and lets the shoulder seat flush with the threaded component. Because the thread undercut is a reduction in diameter, it is the weakest point of the screw; an overtorqued shoulder screw is most likely to fracture at this point.
Users can specify the thread-neck diameter (the undercut depth), its maximum width (or length), and its fillet dimensions. The thread-neck diameter and thread-neck width together are often referred to as the thread undercut. Maximum fillet diameter can’t exceed the major thread diameter if the shoulder is to fit flush against the mating component.
The depth of this undercut is not standardized on precision-grade shoulder screws, although the thread neck diameter is generally 0.002 to 0.005 in. less than the minor thread diameter. Thread-neck width for this class of screws is equal to the width of 1.5 threads.
Thread-neck dimensions in commercial-grade shoulder screws are established in ASME B18.3 and ASME B18.3.3M.
Materials
Shoulder bolts can be made from a variety of materials including hardened alloy steel, mild steel, stainless steels, brasses, and plastics. Here are a few of the most common:
303 stainless steel. In its cold-drawn condition, 303 stainless is the most commonly used material in precision-grade shoulder screws. This austenitic material has good corrosion resistance, 75 to 90-ksi tensile strength, and Rockwell B 83 hardness. It can’t be further hardened by heat treatment, but work hardening may make it slightly magnetic.
316 stainless steel. This grade has similar properties to 303 stainless but may be slightly harder. It also has better corrosion resistance, making it ideal for marine applications. Shoulder screws made from 316 are only available by special order, and they are considerably more expensive than those made from 303 because they are harder to machine.
17-4 PH stainless steel. This martensitic, precipitation-hardening material can be heat treated to bring its hardness up after machining. When 17-4 PH stainless steel is heat treated to an H900 condition, its hardness reaches or exceeds Rockwell C 40, its tensile strength climbs to at least 150 ksi, and it becomes brown and nonmagnetic.
416 stainless steel. This highly magnetic stainless steel is stronger and harder than the 300-Series stainless steels. However, it is prone to surface corrosion. Shoulder screws made from this material are generally machined in a prehardened condition where they have a Rockwell C hardness of at least 26, and a minimum tensile strength of 123 ksi.
Alloy steel. This is the original, and most commonly used, material for commercial-grade shoulder screws. Most screws use high-strength alloys like 4140 with Rockwell C hardnesses 32 to 43 and minimum tensile strengths of 144 ksi. The hardening process turns the screw black but the shoulder is ground after hardening which leaves this surface bare steel. Alloy screws are heat treated by oil quenching from above the transformation temperature and then tempered at 650°F or higher.
Mild steel. Any number of mild steels can be used to manufacture shoulder screw. These steels have a range of hardnesses and tensile strengths, are magnetic, and are frequently plated to improve corrosion resistance or appearance. Unhardened mild-steel shoulder screws are a less-expensive alternative to stainless or hardened-steel screws in light-duty applications.
Brass. Brass is a soft material for light-duty applications. Its natural lubricity means it works well with rotating or sliding components. It is also nonmagnetic, an advantage in many applications.
Plastics. Shoulder screw are made from a variety of plastics. Plastic screws have lower surface hardness and tensile strength than their metal counterparts, and they do not conduct electricity. Large quantities of injection-molded plastic shoulder screw can cost considerably less than metal models. However, most plastics can’t hold the tolerances required of precision-grade stripper screws; plastic screws, whether molded or machined, are considered commercial grade.
Verification. Reputable shoulder-screw manufacturers can supply raw-material certifications with their products on request. Engineers can also perform a few simple checks to verify whether a screw is made from 300-Series stainless steels, 400-Series stainless steels, mild steels, unhardened alloys steels, or plated brass, which can all look alike.
Thank you for your marvelous posting!
I really enjoyed reading it.
You may be a great author.
Hope to read more!
It’s actually a great and useful piece of info. I am glad that you just shared this helpful info with us. Please stay us informed like this. Thanks for sharing.
I am really inspired with your writing talents and also with the layout for your blog. Is this a paid subject matter or did you customize it yourself? Anyway keep up the excellent quality writing, it is rare to see a great weblog like this one nowadays..
Admiring the time and effort you put into your blog and in depth information you provide. It’s awesome to come across a blog every once in a while that isn’t the same unwanted rehashed information. Fantastic read! I’ve saved your site and I’m adding your RSS feeds to my Google account.
Hello just wanted to give you a quick heads up. The text in your article seem to be running off the screen in Internet explorer. I’m not sure if this is a formatting issue or something to do with browser compatibility but I thought I’d post to let you know. The design and style look great though! Hope you get the problem solved soon. Many thanks
I never knew that shoulder screws were used extensively in industries like aerospace products. My brother is doing a project for his school in which he discusses different types of bolts and screws and their common uses. In my opinion, he should get real examples to display in his presentation.
Hi every one, here every person is sharing these kinds of know-how, so
it’s pleasant to read this knowledge about the shoulder screws.
That is really fascinating, You’re an excessively professional blogger. I’ve joined your rss feed and sit up for in the hunt for more of your magnificent post. Also, I have shared your website in my social networks!